Voy a contaros un poco lo que nos deparará la explicación de hoy. Será sobre los materiales metálicos. Hablaremos un poco sobre sus características, metalografía, clasificación...
Sin más preámbulo, vamos a comenzar nuestra explicación. Lo primero es que vamos a ver los tipos de enlaces químicos.
El enlace químico se define como la fuerza que mantiene juntos a grupos de dos o más átomos y hace que funcionen como unidad. Por ejemplo en el agua la unidad fundamental es la molécula H-O-H cuyos átomos se mantienen juntos por dos enlaces O-H. Se obtiene información acerca de la fuerza del enlace midiendo la energía necesaria para romperlo, o sea la energía de enlace.
Existen tres tipos importantes de enlaces que se forman entre los átomos de un compuesto:
1- Enlace iónico (o electrovalente): El enlace iónico se forma cuando un átomo que pierde electrones relativamente fácil (metal) reacciona con otro que tiene una gran tendencia a ganar electrones (no metal).

Propiedades:
No se forman moléculas aisladas, sino redes cristalinas. Para separar los iones de la red se requiere bastante energía.
Son sólidos no conductores. (Cargas estáticas en la red).
Elevado punto de fusión.
Duros y quebradizos.
2. Enlace covalente : El enlace covalente, se dará entonces entre átomos de similar EN (afinidad por los electrones), compartiendo pares de electrones (aportando al par un electrón cada átomo), en número necesario para que cada átomo disponga después de establecido el enlace de 8 electrones en la última capa (recordar que 8 electrones en la última capa proporciona la máxima estabilidad posible para un átomo). Si los átomos que se unen formando este tipo de enlace son iguales se llamará enlace covalente homonuclear y si son diferentes se llamará enlace covalente heteronuclear.

3.Enlace metálico: Los electrones de valencia de cada átomo pasan a un "fondo común", formando una nube electrónica que rodea a los iones positivos que integran la red metálica.
Propiedades:
- La estructura comentada puede explicar las propiedades claramente.
-Alta conductividad térmica y eléctrica, los electrones pueden moverse con libertad por la nube electrónica.
-Son dúctiles (factibles de hilar) y maleables (factibles de hacer láminas), su deformación no implica una rotura de enlaces ni una aproximación de iones de igual carga, como ocurría en los compuestos iónicos por ejemplo.
-Los puntos de fusión son moderadamente altos, la estabilidad de la red positiva circundada por la nube de electrones es alta.
-Son difícilmente solubles en cualquier disolvente, por el mismo motivo que justifica el punto anterior. (Pensar en la forma de "atacar" el agua a un compuesto iónico, en un metal que es "un todo uniforme" no existe esa posibilidad.
Pasamos a hablar sobre los enlaces metálicos, sus características...
1. Los enlaces metálicos forman redes cristalinas metálicas, en las cuales los cationes se hallan perfectamente ordenados en el espacio. Los empaquetamientos que presentan, esencialmente, son 3:
Estructura cúbica centrada en las caras
Estructura cúbica centrada en el cuerpo
Estructura hexagonal

Aunque se trate de empaquetamientos compactos, motivo por el cual los metales suelen presentar dureza, el empaquetamiento cúbico centrado en el cuerpo es el menos compacto de los tres. Esto hace que los metales que lo presentan sean más blandos comparativamente que los otros metales, por ejemplo, el sodio y el litio son tan blandos que se pueden cortar con un cuchillo.
2. Presentan una elevada densidad (masa por unidad de volumen) debido, precisamente, al empaquetamiento metálico de los cationes.
3. Elevadas conductividades térmica y eléctrica, debido a la gran movilidad de los electrones de valencia, que hemos visto ya en el modelo del gas de electrones y también en la teoría de bandas.
4. Gran deformabilidad, porque las capas de cationes se pueden desplazar entre sí sin alterar la estructura. Por ello se pueden estirar en hilos, como el cobre (propiedad que recibe el nombre de ductilidad) y también en láminas, como el aluminio (maleabilidad).
5. En general, altos puntos de fusión y ebullición, lo cual implica que hace falta una gran cantidad de energía para separar los átomos que forman el retículo cristalino. No obstante, sus puntos de fusión varían notablemente dentro de un intervalo muy amplio: el mercurio es líquido a temperatura ambiente, el galio funde a 29ºC y el wolframio a 3380ºC.
6. Brillo metálico. La mayoría de los metales pulidos no absorbe ninguna radiación luminosa incidente, sino que la refleja en su totalidad. De ahí que los vemos brillar con un brillo plateado en su mayoría.
7. Emisión de electrones. Ya vimos en la explicación del efecto fotoeléctrico que los metales pueden emitir electrones al ser irradiados con una radiación de la frecuencia adecuada. Del mismo modo, esto también puede suceder por calor, lo que recibe el nombre de efecto termoiónico
Acabamos con los enlaces metálicos y sus características para meternos con la Metalografía.
A continuación os explicaré un poco en que consiste la metalografía.
La metalografía es la disciplina que estudia microscópicamente las características estructurales de un metal o de una aleación. Sin duda, el microscopio es la herramienta más importante del metalurgista tanto desde el punto de vista científico como desde el técnico. Es posible determinar el tamaño de grano, forma y distribución de varias fases e inclusiones que tienen gran efecto sobre las propiedades mecánicas del metal. La microestructura revelará el tratamiento mecánico y térmico del metal y, bajo un conjunto de condiciones dadas, podrá predecirse su comportamiento esperado.
Vamos a explicar un poco el tamaño del grano y su clasificación.
El tamaño de grano tiene un notable efecto en las propiedades mecánicas del metal. Los efectos del crecimiento de grano provocados por el tratamiento térmico son fácilmente predecibles. La temperatura, los elementos aleantes y el tiempo de impregnación térmica afectan el tamaño del grano.
En metales, por lo general, es preferible un tamaño de grano pequeño que uno grande. Los metales de grano pequeño tienen mayor resistencia a la tracción, mayor dureza y se distorsionan menos durante el temple, así como también son menos susceptibles al agrietamiento. El grano fino es mejor para herramientas y dados. Sin embargo, en los aceros el grano grueso incrementa la endurecibilidad, la cual es deseable a menudo para la carburización y también para el acero que se someterá a largos procesos de trabajo en frío.
CLASIFICACIÓN DEL TAMAÑO DEL GRANO.
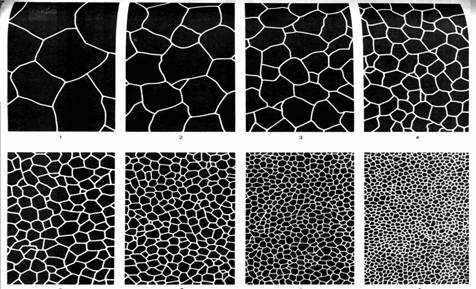
Existen diversos métodos para determinar el tamaño de grano, como se ven en un microscopio. El método que se explica aquí es el que utiliza con frecuencia los fabricantes. El tamaño de grano se determina por medio de la cuenta de los granos en cada pulgada cuadrada bajo un aumento de 100X. La figura A es una carta que representa el tamaño real de los granos tal como aparece cuando se aumenta su tamaño 100X. El tamaño de grano especificado es por lo general, el tamaño de grano austenítico. Un acero que se temple apropiadamente debe exhibir un grano fino.
Finiquitado la estructura microscópica de los metales, pasamos a ver la clasificación de los materiales metálicos según su densidad. A continuación pondré una tabla con la clasificación:

Ahora vamos a profundizar un poco más dentro de un par de elementos muy utilizados en nuestro mundo, que son el acero y el aluminio.
ACERO:
Historia del acero:
No se conoce con exactitud la fecha en que se descubrió la técnica de fundir mineral de hierro para producir un metal susceptible de ser utilizado. Los primeros utensilios de hierro descubierto por los arqueólogos en Egipto datan del año 3000 a.C., y se sabe que antes de esa época se empleaban adornos de hierro. Los griegos ya conocían hacia el 1000 a.C. la técnica, de cierta complejidad, para endurecer armas de hierro mediante tratamiento térmico.
Las aleaciones producidas por los primeros artesanos de hierro (y, de hecho, todas las aleaciones fabricadas hasta el siglo XIV d.C.) se clasificarían en la actualidad como hierro forjado. Para producir esas aleaciones se calentaba una masa de mineral de hierro y carbón vegetal en un horno o forja con tiro forzado. Ese tratamiento reducía el mineral a una masa esponjosa de hierro metálico llena de una escoria formada por impurezas metálicas y cenizas de carbón vegetal. Esta esponja de hierro se retiraba mientras permanecía incandescente y se golpeaba con pesados martillos para expulsar la escoria y para soldar y consolidar el hierro. En ocasiones esta técnica de fabricación producía accidentalmente auténtico acero en lugar de hierro forjado. Los artesanos de hierro aprendieron a fabricar acero calentando hierro forjado y carbón vegetal en recipientes de arcilla durante varios días, con lo que el hierro absorbía suficiente carbono para convertirse en acero auténtico.
Después del siglo XIV se aumentó el tamaño de los hornos utilizados para la fundición y se incremento el tiro para forzar el paso de los gases de combustión por la carga o mezcla de materias primas. En estos hornos de mayor tamaño el mineral de hierro de la parte superior del horno se reducía a hierro metálico y a continuación absorbía más carbono como resultado de los gases que lo atravesaban.
ESTRUCTURA DEL ACERO:
Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución en el hierro. Antes del tratamiento térmico, la mayor parte de los aceros son una mezcla de tres sustancias: ferrita, perlita y cementita. La ferrita, blanda y dúctil, es hierro con pequeñas cantidades de carbono y otros elementos en disolución. La cementita, un compuesto de hierro con 7% de carbono aproximadamente es de gran dureza y más quebradiza. La perlita es una profunda mezcla de ferrita y cementita, con una composición específica y una estructura característica, y sus propiedades físicas son intermedias entre las de sus dos componentes. La resistencia y dureza de un acero que no ha sido tratado térmicamente depende de las proporciones de estos tres ingredientes. Cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de carbono, está por completo compuesto de perlita. Al elevarse la temperatura del acero, la ferrita y la perlita se transforman en una forma alotrópica de aleación de hierro y carbono conocida como austenita, que tiene la propiedad de disolver todo el carbono libre presente en el metal. Si el acero se enfría despacio, la austenita vuelve a convertirse en ferrita y perlita, pero si el enfriamiento es repentino la austenita se convierte en martensita, una modificación alotrópica de gran dureza similar a la ferrita pero con carbono en solución sólida.
TEMPERATURA DEL ACERO SEGÚN SU COLOR:
Visto el acero, vamos a ver el aluminio.
ALUMINIO:
En 1807, humpry bavy confirmo su existencia en la alúmina e invento su nombre.
Fue desconocido por las antiguas civilizaciones. Recién en 1807, humpry bavy confirmo su existencia en la alúmina e invento su nombre. Como metal fue preparado por primera vez por WOHLER EN 1827. para ello calcino una mezclaca de cloruro de aluminio con potasio metálico. posteriormente se obtuvo por via electrolítica. fue Busen quien descompuso una sal doble de cloruro de aluminio en polvo, mezclado con oxido metálico. Este método se emplea para la obtención de metales y aleaciones difíciles de lograr por otros medios, así como también para la soldadura. Esta propiedad se debe a aquí el oxido de aluminio tiene un calor de formación mayor que los demás óxidos metálicos.
Es uno de elementos mas abundantes en la naturaleza, pero no esta puro, sino que forma parte de numerosos minerales, su peso atómico es 26,97.
Es un metal trivalente, de símbolo químico al de color blanco azulado, fácil de pulir sumamente sonoro, tenaz, duro maleable y dúctil.
Es el mas ligero de todos los metales corrientes ( D= 2,7). Se puede reducir a hojas muy finas, como el oro y plata, y estirar hasta formar alambres finos. Des pues de la plata y el obre, es el mejor conductor de la electricidad y calor
Resiste a la corrosión en condiciones ordinarias y es inoxidable al airea libre, por recubrirse de una débil capa de oxido que protege al resto
Posee una gran capacidad calorífica y se funde a 650°C. A altas temperaturas se une vivamente con el oxigeno (aluminotermia) . en que se emplea el calor elevadísimo de la combustión del aluminio en polco, mezclado con un oxido metálico. Este método se emplea para la obtención de metales y aleaciones difíciles de lograr por otros medios, así como también para la soldadura. Esta propiedad se debe a que el óxido de aluminio tiene un calor de formación mayor que los demás óxidos metálicos.
El aluminio posee una gran afinidad por el oxigeno recubriéndose espontáneamente de una delgada capa de oxido que lo protege del exterior
El aluminio ocupa en la serie electroquímica de metales una posición que le confiere un marcado carácter electronegativo frente a la mayoría de los metales industriales, concretamente el hierro y el cobre, por lo que es posible la corrosión en presencia de la humedad sino toman las precauciones necesarias. El aluminio es sensible a la acción de los componentes alcalinos ( soscarbonato, cementos, etc.) de los derivados sulfurados en general de diversos compuestos orgánicos e inorgánicos.
Bueno amigos, con esto acabamos la entrada de hoy, espero que les haya gustado y entretenido un poco lo hablado hoy...
Muchas gracias por leerme y Saludoss!!!